thermit® svařovací proces je výsledkem fúze vytvořené chemickou reakcí, ke které dochází v důsledku rozdílu volné energie mezi hliníku a oxidu kovu.
tento rozdíl produkuje dostatek tepla pro výrobu kapalné oceli nebo jiného kovu a umožňuje bez použití vnější energie.
vyskytuje se bez nebo s aplikací tlaku. Použití plnicího kovu je volitelné.
všechny složky pro aluminotermický proces se používají jako prášky nebo granule.
Jakmile reakce je iniciována vnějším zdrojem tepla, hliník snižuje kyslík z metal-oxide, což bude mít za následek kapalina přehřátá hliníku a oxidu hlinitého (Al(2)O(3).
vzhledem k tomu, že se tyto dvě složky liší hustotou, automaticky se oddělují a tekutý kov může být použit pro výrobu slitin, speciálních kovů nebo pro více svařovacích aplikací. (viz video níže)
tento proces objevil Hans Goldschmidt v roce 1898. Od přelomu století se proces thermit používá ke spojování železničních kolejnic a dalších aplikací v tranzitním průmyslu.
Příklad Thermit Svařování
Klíčové Definice:
- Kelímek: thermit chemická reakce probíhá v nádobě zvané tyglík
- Směs: směs jemně rozděleny hliníku, oxidu kovu s přídavkem potřebného legujících kovů
- Formy: To je forma, která je vytvořena kolem části, které musí být svařované. Režim přijímá roztavený kov.
- reakce: Chemická reakce mezi hliníkem a oxidem kovu. Reakcí vzniká struska z oxidu hlinitého a přehřátý roztavený kov.
materiál
materiál Thermit je mechanická směs kovového hliníku a zpracovaného oxidu železa.
roztavená ocel se vyrábí termitovou reakcí v kelímku lemovaném magnezitem.
ve spodní části kelímku je spálen magnezitový kámen, do kterého je namontován náprstek z magnezitového kamene.
tento náprstek poskytuje průchod, kterým se roztavená ocel odvádí do formy.
otvor přes náprstek je zasunut závitovým kolíkem, který je pokryt ohnivzdornou podložkou a žáruvzdorným pískem.
kelímek se nabíjí vložením správného množství důkladně promíchaného materiálu thermit.
proces
při přípravě spoje pro svařování thermit musí být svařované díly vyčištěny, vyrovnány a pevně drženy na svém místě.
je-li to nutné, je z spoje odstraněn kov, aby se umožnil volný tok kovu thermit do spoje.
kolem spoje se pak vytvoří voskový vzor ve velikosti a tvaru zamýšleného svaru.
kolem voskového vzoru a spoje je postavena forma vyrobená ze žáruvzdorného písku, která drží roztavený kov po nalití.
písková forma se pak zahřeje, aby se vosk roztavil a forma se vysušila. Forma by měla být řádně odvzdušnit, aby umožňovaly únik plynů a umožnit řádné distribuce thermit kovu na kloubu.
Thermit svařovací kelímek a forma je znázorněno na obrázku 5-41 níže.
svařovací proces pro kolejnici: (viz video výše)
- Připravit kolejnice, které mají být svařované
- Nastavit mezeru svaru
- Clamp
- Použít formy
- Místo Thermit část do kelímku
- Předehřejte konců kolejnic
- Zapálit a nalít oceli
- Demontážní
- Smykové přebytečnou hlavu kovu
- Hrubé broušení
- Konečné broušení
Thermit Svařování Plísní & Kelímek Diagram
Thermit Svařovací Proces Animace Video
Thermit Svařovací Soupravy
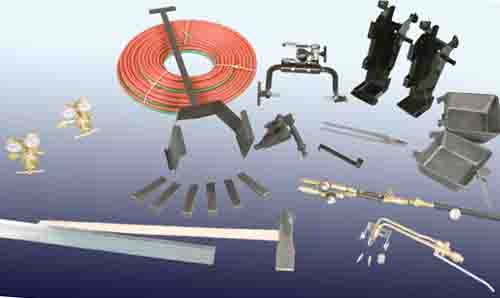
Sady se může lišit v závislosti na požadované svařovací proces:
- Palec SKV Proces: Společný přístup pro spojení dvou vlakových kolejích
- 1.5 Inch SKV Proces: nový proces, který snižuje riziko vnitřních inkluzí.
- 2.75 Inch Wide Gap Weld: Používá se při výměně vadného flashbutt nebo Thermit svaru.
- Full head Repair Weld: Používá se k vyplnění po odstranění poškozené oblasti na hlavě kolejnice.
Thermit Železniční Jeřáb Tool Kit

Orgo Thermit