Der Thermit®-Schweißprozess ist das Ergebnis einer Fusion, die durch eine chemische Reaktion entsteht, die aufgrund der Differenz der freien Energie zwischen Aluminium und Metalloxid auftritt.
Dieser Unterschied erzeugt genug Wärme, um flüssigen Stahl oder ein anderes Metall herzustellen und ohne Anwendung von Energie von außen zuzulassen.
Es tritt ohne oder unter Anwendung von Druck auf. Die Verwendung eines Füllmetalls ist optional.
Alle Komponenten für den aluminothermischen Prozess werden als Pulver oder Granulat eingesetzt.
Sobald die Reaktion durch eine externe Wärmequelle initiiert wird, reduziert das Aluminium den Sauerstoff aus dem Metalloxid, was zu einem flüssigen überhitzten Aluminiumoxid (Al (2) O (3)) führt.
Da sich diese beiden Komponenten in ihrer Dichte unterscheiden, trennen sie sich automatisch und das flüssige Metall kann zur Herstellung von Legierungen, Spezialmetallen oder für mehrere Schweißanwendungen verwendet werden. (siehe Video unten)
Der Prozess wurde 1898 von Hans Goldschmidt entdeckt. Seit der Jahrhundertwende wird das Thermit-Verfahren zum Verbinden von Bahnschienen sowie anderen Anwendungen in der Transitindustrie eingesetzt.
Beispiel Thermit-Schweißen
Schlüsseldefinitionen:
- Tiegel: Die Thermit-chemische Reaktion findet in einem Gefäß statt, das als Tiegel bezeichnet wird
- Mischung: Eine Mischung aus feinteiligem Aluminium, Metalloxid unter Zugabe aller erforderlichen Legierungsmetalle
- Form: Dies ist eine Form, die um Teile gebildet wird, die geschweißt werden müssen. Der Modus empfängt das geschmolzene Metall.
- Reaktion: Die chemische Reaktion zwischen Aluminium und Metalloxid. Die Reaktion erzeugt eine Aluminiumoxidschlacke und überhitztes geschmolzenes Metall.
Werkstoff
Thermit-Werkstoff ist eine mechanische Mischung aus metallischem Aluminium und verarbeitetem Eisenoxid.
Geschmolzener Stahl wird durch die Thermit-Reaktion in einem mit Magnesit ausgekleideten Tiegel hergestellt.
Am Boden des Tiegels wird ein Magnesitstein gebrannt, in den ein Magnesitsteinkausche eingesetzt ist.
Dieser Fingerhut bietet einen Durchgang, durch den der geschmolzene Stahl in die Form abgegeben wird.
Das Loch durch den Fingerhut wird mit einem Gewindeschneidstift verstopft, der mit einer feuerfesten Unterlegscheibe und feuerfestem Sand bedeckt ist.
Der Tiegel wird geladen, indem die richtige Menge an gründlich gemischtem Thermit-Material hineingelegt wird.
Prozess
Bei der Vorbereitung der Verbindung für das Thermit-Schweißen müssen die zu verschweißenden Teile gereinigt, ausgerichtet und fest gehalten werden.
Falls erforderlich, wird Metall aus der Fuge entfernt, um einen freien Fluss des Thermit-Metalls in die Fuge zu ermöglichen.
Dann wird ein Wachsmuster um die Verbindung in der Größe und Form der beabsichtigten Schweißnaht hergestellt.
Eine Form aus feuerfestem Sand wird um das Wachsmuster und die Verbindung herum gebaut, um das geschmolzene Metall nach dem Gießen zu halten.
Die Sandform wird dann erhitzt, um das Wachs herauszuschmelzen und die Form zu trocknen. Die Form sollte ordnungsgemäß entlüftet sein, um das Entweichen von Gasen zu ermöglichen und die richtige Verteilung des Thermit-Metalls an der Verbindung zu ermöglichen.
Ein Thermit-Schweißtiegel und -form ist in Abbildung 5-41 unten dargestellt.
Schweißverfahren für Schiene: (siehe Video oben)
- Schiene zum Schweißen vorbereiten
- Schweißspalt einstellen
- Klemmen
- Formen auftragen
- Thermit-Teil in den Tiegel geben
- Enden der Schienen vorheizen
- Stahl anzünden und gießen
- Entformen
- Scher überschüssige kopf metall
- Grobe schleifen
- Schluss schleifen
Thermit Schweißen Form & Tiegel Diagramm
Thermit Schweißprozess Animationsvideo
Thermit Schweißkits
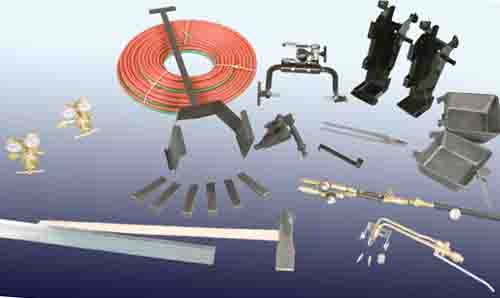
Kits können je nach gewünschtem Schweißprozess variieren:
- Zoll SKV Prozess: Gemeinsame ansatz für die verbindung von zwei zug schienen
- 1,5 Zoll SKV Prozess: neue prozess, dass reduziert das risiko von internen einschlüsse.
- 2,75 Zoll Breite Lücke Schweiß: Verwendet, wenn ersetzen eine defekte flashbutt oder Thermit schweiß.
- Full Head Repair Weld: Dient zum Ausfüllen, nachdem ein beschädigter Bereich am Schienenkopf entfernt wurde.
Thermit Kranschienen-Werkzeugsatz

Orgo Thermit