thermit®溶接プロセスは、アルミニウムと金属酸化物の自由エネルギーの違いによって起こる化学反応によっ
この違いは、液体鋼や他の金属を生成し、外部エネルギーを印加することなく可能にするのに十分な熱を生成します。
これは、圧力を加えることなく、または加えて発生します。 溶加材の使用は任意である。
aluminothermicプロセスのための全部品は粉か微粒として使用されます。
外部熱源によって反応が開始されると、アルミニウムは金属酸化物からの酸素を減少させ、液体過熱酸化アルミニウム(Al(2)O(3)。
これら二つの成分は密度が異なるため、自動的に分離し、液体金属は合金、特殊金属、または複数の溶接用途の製造に使用することができます。 (下のビデオ参照)
このプロセスは1898年にHans Goldschmidtによって発見されました。 世紀の変わり目以来、thermitプロセスが運輸工業の列車の柵、また他の適用を結合するのに使用されていた。
サーミット溶接の例
キー定義:
- るつぼ:テルミット化学反応は、るつぼと呼ばれる容器内で行われます
- 混合物:細かく分割されたアルミニウム、金属酸化物と必要な合金金属を添加した混合物
- 金型:これは、溶接する必要がある部分の周りに形成される金型です。 モードは溶解した金属を受け取る。
- リアクション: アルミニウムと金属酸化物の間の化学反応。 この反応は酸化アルミニウムスラグと過熱溶融金属を生成する。
材料
テルミット材料は、金属アルミニウムと処理された酸化鉄の機械的混合物です。
溶鋼は、マグネサイトが並ぶるつぼ内でテルミット反応によって生成されます。
るつぼの底にはマグネサイト石が焼かれ、そこにマグネサイト石のシンブルが取り付けられています。
この指ぬきは、溶鋼が金型内に排出される通路を提供する。
指ぬきを通る穴にはタッピングピンが差し込まれており、これは耐火性の洗濯機と耐火砂で覆われています。
るつぼは、その中に完全に混合されたテルミット材料の正しい量を配置することによって充電されます。
プロセス
サーミット溶接のための接合部を準備する際には、溶接される部品を清掃し、整列させ、しっかりと固定する必要があります。
必要に応じて、接合部から金属を除去して、テルミット金属を接合部に自由に流すことができます。
その後、目的の溶接部の大きさと形状の接合部の周りにワックスパターンが作られます。
ワックスパターンと接合部の周りに耐火砂で作られた金型を構築し、流し込んだ後に溶融金属を保持します。
その後、砂型を加熱してワックスを溶かし、型を乾燥させます。 型はきちんとガスの脱出を可能にし、接合箇所でthermitの金属の適切な配分を可能にするために出るべきである。
以下の図5-41に、テルミット溶接るつぼと金型を示します。
レールの溶接プロセス: (上記のビデオを参照してください)
- 溶接するレールを準備する
- 溶接ギャップを設定する
- クランプ
- 型を適用する
- テルミット部分をるつぼに配置する
- レールの端を予熱する
- 点火して鋼を注ぐ
- 脱型
- せん断過剰ヘッド金属
- 粗研削
- 最終研削
テルミット溶接金型&るつぼ図
Thermit溶接プロセスアニメーションビデオ
Thermit溶接キット
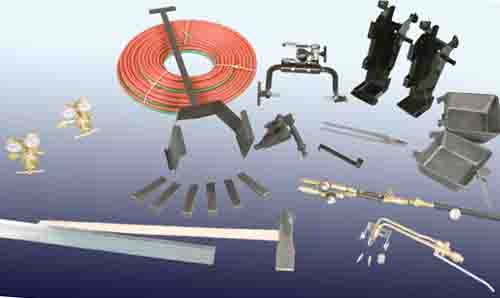
キットからのスタートアップツールキットは、必要な溶接プロセスに基づいて変化する可能性があります:
- インチSKVプロセス:二つの列車の柵を結合するための共通のアプローチ
- 1.5インチSKVプロセス:内部介在物の危険を減らす新しいプロセス。
- 2.75インチ幅ギャップ溶接:欠陥のあるフラッシュバットまたはサーミット溶接を交換するときに使用します。
- フルヘッドリペアウェルド:レールヘッドの損傷部分を除去した後に充填するために使用されます。
サーミットクレーンレールツールキット

オルゴサーミット