Bakgrunn
en ballong er en lufttett pose laget av et lett materiale som kan blåses opp med luft eller gass. Lekeballonger er tilgjengelige i alle slags former, størrelser og farger for å glede barn og voksne på bursdagsfest og andre festlige anledninger.
Ballonger ble først oppfunnet I Frankrike i slutten av det 18.århundre. To papirmakere, Jacques Og Joseph Montgolfier, oppdaget at når papirposer er fylt med varm luft, stiger posene. Raskt å realisere potensialet i dette, begynte de å eksperimentere med ballonger av ulike materialer som papir, klut og silke. De gjorde den første offentlige demonstrasjonen av en lettere enn luftballong i juni 1783, med en ballong på 35 fot (11 m) diameter laget av klut foret med papir. Senere samme år fløy Jacques Charles en ballong laget av silke belagt med en gummi lakk og fylt med hydrogen, en gass som er lettere enn luft. Disse tidlige demonstrasjonene tiltrakk seg mye spenning, og ballonger ble snart satt til mange bruksområder i vitenskap, sport og krig.
gummiballongen slik vi kjenner den i dag er forskjellig fra de tidlige ballongene ved at den er laget av gummi. En praktisk måte å lage slike dannede gummiprodukter krevde flere funn og oppfinnelser. Denne utviklingen fant sted gradvis i løpet av årene siden den første gummifabrikken i verden ble etablert nær Paris i 1803.
Naturlig latex er en blanding av små kuler av gummi stoff suspendert i vann (mye som melk). Når det er utsatt for luft, varme eller visse kjemikalier, koagulerer det eller koagulerer sammen. Globules av gummi klump sammen og skille fra vannaktig del av latex, til slutt danner en elastisk, fast materiale. For å forbedre sin styrke, motstandskraft og motstand mot varme og kalde temperaturer, blir gummi vulkanisert eller herdet ved ulike metoder, for eksempel blanding med visse kjemikalier eller behandling med varme.
ideen om å lage et produkt av gummi er en gammel. De Innfødte i Sør-Amerika opprettet flasker og andre artikler ved å belegge mugg laget av jord lenge Før Europeerne begynte å eksperimentere med gummi på midten av 1700-tallet. I 1830 patenterte Engelskmannen Thomas Hancock en prosess for å lage produkter ved å hælde latex over mugg eller dyppe mugg i en latexblanding—forløperen til den moderne teknikken for å produsere dyppede produkter som gummihansker og kondomer.
i 1921 ble det utviklet en metode for å hemme koaguleringen av flytende latex. Denne metoden gjorde det mulig for gummiprodusenter å transportere rå latex i flytende form lettere til produksjonssentre rundt om i verden. Dette førte igjen til nye prosesser for å lage gummivarer. På begynnelsen av 1920-tallet ble En rekke patenter gitt I England for prosesser som tillot mugg å bli dyppet i flytende latex. I 1931 ble Den første moderne latexballongen skapt Av Neil Tillotson på loftet hans. Han solgte 15 av sine» Tilly Cat «ballonger (formet som en katt hode, komplett med værhår trykt på med fargestoff) For Patriot’ S Day parade i Massachusetts i April 1931, og dannet et selskap som fortsatt gjør ballonger i dag.
Råvarer
selv om gummi kan fremstilles syntetisk, foretrekkes naturlig latex for sin store elastisitet. Den kan strekkes til syv eller åtte ganger sin opprinnelige lengde og går tilbake til sin tidligere form. Syntetisk gummi har ikke vist seg å være så elastisk og elastisk som naturlig latex.
Rå, naturlig latex er en hvit eller gulaktig ugjennomsiktig væske, som ligner på melk. Latex er utskillelsen av visse planter, spesielt Hevea-treet som opprinnelig ble funnet i Brasil. De viktigste kildene til naturgummi i Dag er plantasjer I Malaysia og Afrika.
Produsenter av gummi må høste råstoffet fra disse trærne, som innebærer scoring trærne med grunne kutt og la sap sive fra kutt i bøtter. Latexen samles i store beholdere, filtreres for å fjerne fremmede partikler, og blandes med alkali for å forhindre koagulasjon. Det sendes deretter i flytende form til behandlingssentre i forskjellige deler av verden.
Latex må blandes med tilsetningsstoffer før Det kan brukes i industrielle prosesser. Visse kjemikalier blandes inn for å oppnå ønsket tykkelse, tørkehastighet og andre egenskaper. Andre kjemikalier (kollektivt kjent som antidegradanter) tilsettes for å bremse oksidasjon og nedbrytning av gummi. For å gi det farge, blandes pigmenter inn i latexen. Pigmentene kan være fine metalloksidpulver eller organiske fargestoffer.
Produksjonsprosessen
i hovedsak innebærer prosessen med å lage en lekeballong å dyppe en form i flytende latex. Formen, eller formen, er formet som en deflatert ballong.
de tidligste ballongformene var disponible, laget av papp festet til dowels. Moderne former er gjenbrukbare og vanligvis laget av rustfritt stål, aluminium eller porselen. Skjemaene må være glatte og polerte. En rekke slike former er festet opp ned til et brett eller rack. Styrene flyttes mekanisk fra en stasjon til en annen på fabrikken.
for å være effektiv når det gjelder kostnad og antall produserte ballonger, har ballongproduksjon blitt en svært automatisert, kontinuerlig sløyfeprosess. Ballonger er laget i grupper, alle av samme farge og størrelse, siden endring av farge og form er tidkrevende og krever manuell inngrep. Manuell inngripen er vanligvis bare nødvendig for å sette opp en kjøre og senere for emballasje det ferdige produktet, og for å håndtere sporadiske mekaniske problemer som kan oppstå.
Klargjøring av lateks
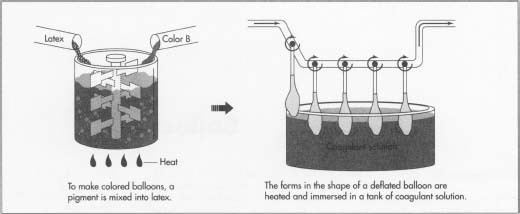
- 1 før bruk kan latexen være farget. Dette innebærer å blande et pigment i latexen. Det kan gjøres på ballongfabrikken, eller ballongmakeren kan kjøpe allerede pigmentert latex fra en leverandør.
- 2 latexen må helles i tanker der skjemaene skal dyppes. Tankene holdes ved en viss temperatur og kan inkludere omrøringsmekanismer for å holde latexen sirkulerende for å unngå sedimentering.
Dyppe skjemaene
- 3 ballongformene oppvarmes først og nedsenkes deretter i en tank med koagulantoppløsning i noen sekunder. Når skjemaene er nedsenket i flytende latex, vil koagulanten føre til at gummien gelerer i et tynt ark rundt skjemaene. En vanlig brukt koagulantløsning er en blanding av vann, et kalsiumbasert salt, såpe og talkumpulver. Saltet er den faktiske koagulanten; såpen hjelper latexen til å spre seg i en jevn film, og talkumet bidrar til å lette fjerningen av gummi fra skjemaene i et senere trinn.
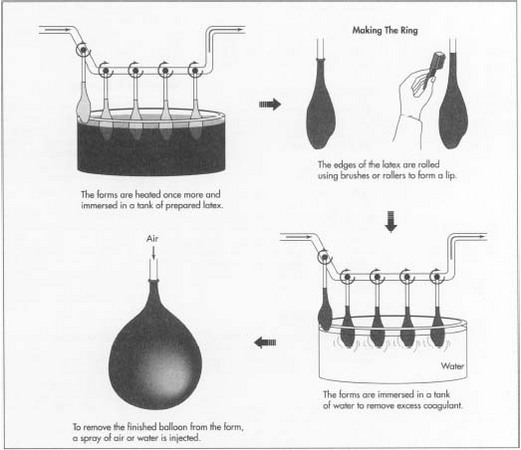
- 4 skjemaene blir oppvarmet til en temperatur mellom 100°F (38°C) Og 200°F (93°C), og deretter nedsenket i en tank med farget latex. Koagulanten får latexen til å belegge skjemaene. Jo lengre skjemaene er igjen i tanken, jo tykkere belegget som stikker til dem. For ballonger er et veldig tynt lag av latex ønsket, så skjemaene er nedsenket bare i noen sekunder. Skjemaene må settes inn og fjernes med nøye kontrollerte hastigheter for å unngå å fange luftbobler og for å oppnå et jevnt, tynt belegg.
Gjør ringen
- 5 en leppe dannes på ballongens hals ved å rulle kantene på gummien ved hjelp av børster eller ruller. Dette skaper ringen sett rundt åpningen av ballongen.
Fjerning av overflødig koagulant
- 6 deretter nedsenkes skjemaene i en tank med utvaskingsløsning (ofte vanlig vann) for å oppløse og lekke bort overflødig koagulant fra gummi.
Herding av gummi
- 7 gummien på skjemaene må tørkes og herdes. Metoden som brukes varierer mellom produsenter. Noen ballongmakere bruker en latex som allerede inneholder et vulkaniseringsmiddel, i så fall tørkes gummien ved moderat temperatur. Andre beslutningstakere induserer vulkanisering ved å sette gummibelagte former i en ovn og herding i så lenge som en time.
Fjerne ballongene
- 8 ballongene blir deretter mekanisk fjernet fra deres former. En tilnærming er å blåse dem av med en spray av vann eller luft og samle ballongene i en kurv eller nett.
- 9 hvis ballongene fjernes med en vannspray, plasseres de deretter i en sentrifuge, hvor overflødig vann fjernes ved å spinne ballongene rundt med høy hastighet.
- 10 ballongene tørkes deretter i store tørketromler.
Utskrift og emballasje
- 11 deretter kan ballongene enten pakkes, eller først skrives ut og deretter pakkes. Hvis de pakkes direkte, flyttes de på et transportbånd forbi en telleanordning og plasseres i poser. Når et passende antall ballonger er plassert i hver pose, er posene forseglet.
- 12 Utskrift av design på ballonger, for eksempel logoer eller ansikter, innebærer faktisk flere trinn. Først må ballongene oppblåses for å tillate jevn utskrift. Dette krever at en arbeidstaker manuelt plasserer hver ballong på oppblåsingsenheten. Deretter skrives et mønster nøye ut på hver ballong. Til slutt blir ballongene fjernet og sendt videre til emballasjefasen.
Kvalitetskontroll
ballongproduksjonsmiljøet må kontrolleres strengt for å oppnå høy kvalitet og konsistens. Gjennom hele produksjonsprosessen registrerer og styrer databasert instrumentering luftfuktighet, lufttemperatur, latextanktemperatur, temperaturen i ovner, tørketromler og andre parametere.
lateks og andre kjemikalier som brukes i prosessen må være nøye formulert for spesifikke egenskaper, og nøye vedlikeholdt. For eksempel må latexen ha viss viskositet og tørkehastighet. Tankene der den holdes, må ha enheter for å holde latexen sirkulerende for å unngå å danne en «hud» og for å hindre at ingrediensene løsner seg.
Biprodukter/Avfall
det er i produsentens interesse å kaste bort så lite gummi som mulig fordi kostnaden for latex er høy sammenlignet med salgsprisen på individuelle ballonger. Ballong beslutningstakere også gjenvinne mye av koagulant som ender opp i utvasking løsning. Dessverre, det som ikke gjenvinnes ender opp som flytende avfall i miljøet. Mengden kjemisk avfall som kan frigjøres av en fabrikk er regulert av statlige lover. Ballonger også resultere i noen avfall etter at de er produsert fordi de er alltid kastet bort etter at de deflate eller pop. Men fordi latex er naturlig, bryter det til slutt ned i andre stoffer.
Sikkerhetsbekymringer
lekeballonger kan være en kilde til glede, men de kan også være uventet farlige. Små barn har vært kjent for å dø av uhell choking på ballonger. Latex ballonger kan også ende opp i vann, hvor de til slutt mister sin farge og kan ligne maneter. Sjødyr som hvaler og skilpadder har forsøkt å spise dem og har dødd fordi latexen tetter opp fordøyelsessystemet.
Fremtiden
lekeballongindustrien er svært konkurransedyktig. Produsenter er stadig på utkikk etter måter å gjøre prosessen mer automatisk og effektiv, spesielt ved å redusere manuell inngrep. For tiden er de mest arbeidsintensive delene utskrifts-og emballasjetrinnene. Økende automatisering i disse trinnene er et område for potensiell fremtidig forbedring.
de siste årene har ballonger laget av metallfilmer blitt populære. Fremstillingsprosessen av disse ballongene er svært forskjellig. De er laget av en sandwich av to fargeprøver av mylar—en polyesterfilm-ofte sirkulær i form, som er forseglet sammen rundt kantene. En liten åpning er igjen gjennom hvilken ballongen kan oppblåses. Fordi materialet i utgangspunktet er flatt, kan disse ballongene skrives ut lettere enn ballonger laget av gummi. Folien kan gjøres veldig skinnende og reflekterende, noe som gir svært lyse design. De er sterkere og mer holdbare enn gummiballonger, men for noen bruksområder er dette også en ulempe. For eksempel kan de ikke vrides i forskjellige former, og de kan heller ikke fylles med vann. Folien tar også mye lengre tid å nedbryte i miljøet enn gummi.
Hvor Å Lære Mer
Bøker
Barlow, Fred W. Rubber Compounding: Prinsipper, Materialer og Teknikker. Marcel Dekker, Inc. 1988.
Coates, Austin. Handel I Gummi: De Første 250 Årene. Oxford University Press, 1987.
Hofmann, Werner. Gummi Teknologi Håndbok. Oxford University Press, 1989.
— Renee M. Rottner