baggrund
en ballon er en lufttæt taske lavet af et let materiale, der kan opblæses med luft eller gas. Legetøjsballoner Fås i alle slags former, størrelser og farver for at glæde børn og voksne ved fødselsdagsfester og andre festlige lejligheder.
balloner blev først opfundet i Frankrig i slutningen af det 18.århundrede. To papirproducenter, Joseph Montgolfier, opdagede, at når papirposer er fyldt med varm luft, poserne stiger. Hurtigt at realisere potentialet i dette, de begyndte at eksperimentere med balloner af forskellige materialer såsom papir, klud, og silke. De lavede den første offentlige demonstration af en lettere end luftballon i Juni 1783 med en ballon på 35 fod (11 m) i diameter lavet af klud foret med papir. Senere samme år fløj Charles en ballon Lavet af silke belagt med en gummi lak og fyldt med brint, en gas, der er lettere end luft. Disse tidlige demonstrationer tiltrak stor spænding, og balloner blev snart brugt til mange anvendelser inden for videnskab, sport og krig.
gummilegetøjsballonen, som vi kender den i dag, adskiller sig fra de tidlige balloner, idet den udelukkende er lavet af gummi. En praktisk måde at fremstille sådanne dannede gummiprodukter på krævede flere opdagelser og opfindelser. Denne udvikling fandt sted gradvist gennem årene siden den første gummifabrik i verden blev etableret nær Paris i 1803.
naturlig lateks er en blanding af små kugler af gummi stof suspenderet i vand (meget gerne mælk). Når det udsættes for luft, varme eller visse kemikalier, koagulerer det eller koagulerer sammen. Gummikuglerne klumper sig sammen og adskilles fra den vandige del af lateksen og danner til sidst et elastisk, fast materiale. For at forbedre dets styrke, modstandsdygtighed og modstandsdygtighed over for varme og kolde temperaturer vulkaniseres eller hærdes gummi ved forskellige metoder, såsom blanding med visse kemikalier eller behandling med varme.
ideen om at lave et produkt af gummi er en gammel. De indfødte i Sydamerika skabte flasker og andre artikler ved at belægge forme lavet af jord længe før europæerne begyndte at eksperimentere med gummi i midten af 1700-tallet. i 1830 patenterede englænderen Thomas Hancock en proces til at skabe produkter ved at hælde lateks over forme eller dyppe forme i en lateks blanding—forløberen for den moderne teknik til fremstilling af dyppede produkter som gummihandsker og kondomer.
i 1921 blev der udviklet en metode til at forsinke koaguleringen af flydende lateks. Denne metode gjorde det muligt for gummiproducenter lettere at transportere rå lateks i flydende form til produktionscentre rundt om i verden. Dette førte igen til nye processer til fremstilling af gummivarer. I begyndelsen af 1920 ‘ erne blev der givet en række patenter i England til processer, der gjorde det muligt at dyppe forme i flydende lateks. I 1931 blev den første moderne ballon skabt af Neil Tillotson på hans loft. Han solgte 15 af sine” Tilly Cat “balloner (formet som et kattehoved, komplet med knurhår trykt på med farvestof) til Patriot’ s Day parade i Massachusetts i April 1931 og dannede et firma, der stadig fremstiller balloner i dag.
råvarer
selvom gummi kan fremstilles syntetisk, foretrækkes naturlig lateks for sin store elasticitet. Den kan strækkes til syv eller otte gange sin oprindelige længde og stadig vende tilbage til sin tidligere form. Syntetisk gummi har ikke vist sig at være så elastisk og elastisk som naturlig gummi.
rå, naturlig lateks er en hvid eller gullig uigennemsigtig væske, der ligner mælk. Lateks er udskillelsen af visse planter, især Hevea-træet, der oprindeligt findes i Brasilien. De vigtigste kilder til naturgummi i dag er plantager i Malaysia og Afrika.
producenter af gummi skal høste råmaterialet fra disse træer, hvilket indebærer at score træerne med lave snit og lade saften sive fra udskæringerne i spande. Lateksen opsamles i store beholdere, filtreres for at fjerne fremmede partikler og blandes med alkali for at forhindre koagulation. Det sendes derefter i flydende form til forarbejdningscentre i forskellige dele af verden.
lateks skal blandes med tilsætningsstoffer, før det kan anvendes i industrielle processer. Visse kemikalier blandes ind for at opnå en ønsket tykkelse, tørringshastighed og andre egenskaber. Andre kemikalier (kollektivt kendt som antidegradanter) tilsættes for at bremse iltning og nedbrydning af gummiet. For at give det farve blandes pigmenter i lateksen. Pigmenterne kan være fine metalfiltepulvere eller organiske farvestoffer.
fremstillingsprocessen
i det væsentlige indebærer processen med at lave en legetøjsballon at dyppe en form i flydende lateks. Formen eller formen er formet som en deflateret ballon.
de tidligste ballonformer var engangsbrug, lavet af pap fastgjort til dyvler. Moderne former kan genbruges og er normalt lavet af rustfrit stål, aluminium eller porcelæn. Formularerne skal være glatte og polerede. En række sådanne former er fastgjort på hovedet til et bord eller rack. Brædderne flyttes mekanisk fra en station til en anden på fabrikken.
for at være effektiv med hensyn til omkostninger og antal producerede balloner er ballonfremstilling blevet en meget automatiseret, kontinuerlig sløjfeproces. Balloner er lavet i partier, alle af samme farve og størrelse, da ændring af farve og form er tidskrævende og kræver manuel indgriben. Manuel indgriben er normalt kun nødvendig for at oprette et løb og derefter senere til emballering af det færdige produkt og til at håndtere lejlighedsvise mekaniske problemer, der måtte opstå.
forberedelse af lateks
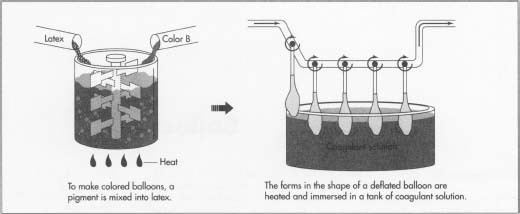
- 1 Før brug skal lateksen muligvis farves. Dette indebærer at blande et pigment ind i lateksen. Det kan gøres på ballonfabrikken, eller ballonproducenten kan købe allerede Pigmenteret lateks fra en leverandør.
- 2 lateksen skal hældes i tanke, hvori formularerne dyppes. Tankene holdes ved en bestemt temperatur og kan omfatte omrøringsmekanismer for at holde lateksen cirkulerende for at undgå bundfældning.
dypning af formularerne
- 3 ballonformerne opvarmes først og nedsænkes derefter i en tank af koagulantopløsning i nogle få sekunder. Når formularerne nedsænkes i den flydende lateks, vil koagulanten få gummiet til at gelere i et tyndt ark omkring formularerne. En almindeligt anvendt koagulantopløsning er en blanding af vand, et calciumbaseret salt, sæbe og talkumpulver. Saltet er den egentlige koagulant; sæben hjælper lateksen med at sprede sig i en jævn film, og talkum hjælper med at lette fjernelsen af gummiet fra formerne i et senere trin.
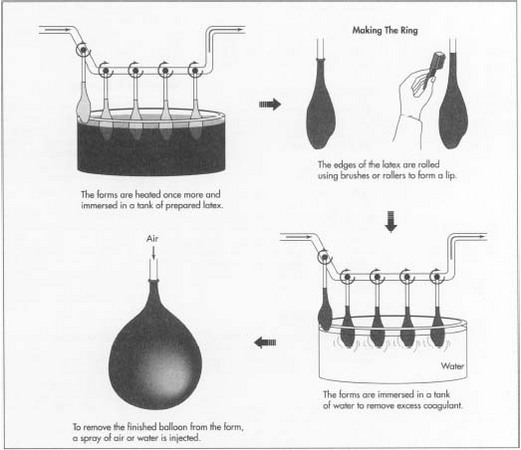
- 4 formularerne opvarmes til en temperatur mellem 100 liter F (38 liter C) og 200 liter F (93 liter C) og nedsænkes derefter i en beholder med farvet Lat. Koagulanten får lateksen til at belægge formularerne. Jo længere formularerne er tilbage i tanken, jo tykkere er belægningen, der klæber til dem. Til balloner ønskes et meget tyndt lag lateks, så formularerne nedsænkes kun i nogle få sekunder. Formularerne skal indsættes og fjernes ved omhyggeligt kontrollerede hastigheder for at undgå at fange luftbobler og for at opnå en jævn, tynd belægning.
gør ringen
- 5 en læbe dannes på ballonens hals ved at rulle gummiens kanter ved hjælp af børster eller ruller. Dette skaber ringen set omkring åbningen af ballonen.
fjernelse af overskydende koaguleringsmiddel
- 6 dernæst nedsænkes formularerne i en tank med udvaskningsopløsning (ofte almindeligt vand) for at opløse og udvaskes overskydende koaguleringsmiddel fra gummiet.
hærdning af gummi
- 7 gummiet på formularerne skal tørres og hærdes. Den anvendte metode varierer blandt producenterne. Nogle ballonproducenter bruger en lateks, der allerede indeholder et vulkaniseringsmiddel, i hvilket tilfælde gummiet tørres ved en moderat temperatur. Andre producenter inducerer vulkanisering ved at sætte de gummibelagte former i en ovn og hærde så længe som en time.
fjernelse af balloner
- 8 ballonerne fjernes derefter mekanisk fra deres former. En tilgang er at blæse dem ud ved hjælp af en spray af vand eller luft og indsamle balloner i en kurv eller net.
- 9 Hvis ballonerne fjernes ved hjælp af en vandspray, placeres de næste i en centrifuge, hvor overskydende vand fjernes ved at dreje ballonerne rundt i høj hastighed.
- 10 ballonerne tørres derefter i store Tørretumblere.
trykning og emballering
- 11 Derefter kan ballonerne enten pakkes eller først udskrives og derefter pakkes. Hvis de pakkes direkte, flyttes de på et transportbånd forbi en tælleanordning og placeres i poser. Når der er anbragt et passende antal balloner i hver pose, forsegles poserne.
- 12 Udskrivning af design på balloner, såsom logoer eller ansigter, involverer faktisk flere trin. For det første skal ballonerne opblæses for at tillade jævn udskrivning. Dette kræver, at en arbejdstager manuelt placerer hver ballon på oppustningsanordningen. Derefter udskrives et mønster omhyggeligt på hver ballon. Endelig fjernes ballonerne og sendes videre til emballagetrinnet.
kvalitetskontrol
ballonfremstillingsmiljøet skal kontrolleres strengt for at opnå høj kvalitet og konsistens. Under hele fremstillingsprocessen registrerer og styrer computerbaseret instrumentering luftfugtighed, lufttemperatur, temperatur, temperaturen i ovne, tørretumblere og andre parametre.
de kemikalier, der anvendes i processen, skal omhyggeligt formuleres til specifikke egenskaber og omhyggeligt vedligeholdes. For eksempel skal lateksen have en vis viskositet og tørringshastighed. Tankene, hvori det holdes, skal have anordninger til at holde lateksen cirkulerende for at undgå at danne en “hud” og for at forhindre ingredienser i at sætte sig.
biprodukter/affald
det er i fabrikantens bedste interesse at spilde så lidt gummi som muligt, fordi omkostningerne ved lateks er høje sammenlignet med salgsprisen for individuelle balloner. Ballonproducenter genvinder også meget af koagulanten, der ender i udvaskningsopløsningen. Desværre ender det, der ikke genvindes, som flydende affald i miljøet. Mængden af kemisk affald, der kan frigives af en fabrik, er reguleret af regeringens love. Balloner resulterer også i noget affald, efter at de er fremstillet, fordi de altid smides væk, når de tømmes eller Popes. Men fordi lateks er naturligt, det i sidste ende bryder ned i andre stoffer.
sikkerhedsproblemer
legetøjsballoner kan være en kilde til glæde, men de kan også være uventet farlige. Små børn har været kendt for at dø af et uheld kvælning på balloner. Balloner kan også ende i vand, hvor de til sidst mister deres farve og kan ligne vandmænd. Havdyr som hvaler og skildpadder har forsøgt at spise dem og er døde, fordi lateksen tilstopper deres fordøjelsessystemer.
fremtiden
legetøjsballonindustrien er meget konkurrencedygtig. Producenter er konstant på udkig efter måder at gøre processen mere automatisk og effektiv, især ved at reducere manuel indgriben. I øjeblikket er de mest arbejdskrævende dele udskrivning og emballeringstrin. Øget automatisering i disse trin er et område for potentiel fremtidig forbedring.
i de senere år er balloner Lavet af metalfilm blevet populære. Fremstillingsprocessen for disse balloner er meget anderledes. De er lavet af en smørrebrød af to farveprøver af mylar—en polyesterfilm—ofte cirkulær i form, som er forseglet sammen rundt om kanterne. En lille åbning er tilbage, hvorigennem ballonen kan opblæses. Da materialet oprindeligt er fladt, kan disse balloner lettere udskrives end balloner Lavet af gummi. Folien kan laves meget skinnende og reflekterende, hvilket giver mulighed for meget lyse designs. De er stærkere og mere holdbare end gummiballoner, men for nogle anvendelser er dette også en ulempe. For eksempel kan de ikke snoet i forskellige former, og de kan heller ikke fyldes med vand. Folien tager også meget længere tid at nedbrydes i miljøet end gummi.
Hvor kan man lære mere
bøger
Barlav, Fred M. Rubber Compounding: principper, materialer og teknikker. Marcel Dekker, Inc. 1988.
Coates, Austin. Handel med gummi: De Første 250 År. University Press, 1987.
Hofmann. Gummi Teknologi Håndbog. Københavns Universitet, 1989.
— Renee M. Rottner